製造工程CONCEPT

鋼付刈込鋏の製造工程
1.材料の準備 ― 安来鋼、刃物用炭素鋼、SK材など【刃物鋼について】
大きく分けて白紙、青紙などの「炭素鋼」、「合金鋼系」と「ステンレス鋼系」に分類されます。白紙、黄紙(JIS規格のSK-5に相当)は基本的には、不純物を極力低減した純粋な炭素鋼であり、適切な鍛錬と熱処理によって切味良く、研ぎ易い理想的な刃物を製作することが出来ます。青紙(JIS規格のSKS-93に相当)は、炭素鋼(白紙、黄紙)に、タングステンやクロームを添加して熱処理特性及び耐磨耗性を改善した鋼で長切れする刃物が出来上がります。また、クローム(靭性に関与)とタングステン(硬度に関与)と炭素の化合物(合金炭化物)が点在して含まれます。切味や耐磨耗性が要求される場合には、このような炭素量の高い鋼種が選択されます。
*白紙・黄紙・青紙は、日立金属の商標です。
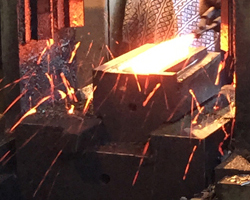 2.鍛造 ― 鋼付け・製品の型打ち・型抜き
2.鍛造 ― 鋼付け・製品の型打ち・型抜き鋼付の素材を作る鍛造。強い刃の下地づくりとなります。
火打ちなどの加工方法の技術が製品の質を左右する重要な工程です。
3.ロール ― 柄の部分の伸ばし
4.穴開け ― ネジ止め・カシメ部分の加工
 5.焼入れ・焼戻し
5.焼入れ・焼戻し材料の組織を充分に引き出し、硬さ・粘りを引き出す為の熱処理となります。
材質によって温度や焼入れ・焼戻しの的確なスピードが要求されます。
6.矯正 ― 研磨前の歪み取り
7.研磨 ― 切刃・裏刃の研磨
裏刃は重なりのスムーズさを出すための微妙な湾曲を削り、切刃は熟練の経験と勘での微小な調整を行います。
 8.刃付け・調整 ― 切刃、裏刃の刃付け・調整
8.刃付け・調整 ― 切刃、裏刃の刃付け・調整 9.仕上げ ― 組立・調整
わずかな加減が鋏の動きを左右する、機械が変わることのできない手作業です。
この熟練の感覚による微妙な刃合わせの調整で使われる『金槌』…長年握り締められた柄は、真っすぐな形から職人の‘手の握り’に形を代えていきます。年月を経てこそ得られる職人の技の証です。
 10.洗浄 ― 汚れ落とし、油通し
10.洗浄 ― 汚れ落とし、油通し11.柄入れ ― 木柄入れ
12.包装 ― 油通し・鞘入れ・シール貼り
五十嵐刃物工業(株)
〒955-0814
新潟県三条市金子新田丙646番地1
TEL 0256-32-5998
FAX 0256-34-8384
![]()
- 新潟県三条市金子新田丙646番地1
TEL:0256-32-5998
- copyright©2015 kanenori all rights reserved.